
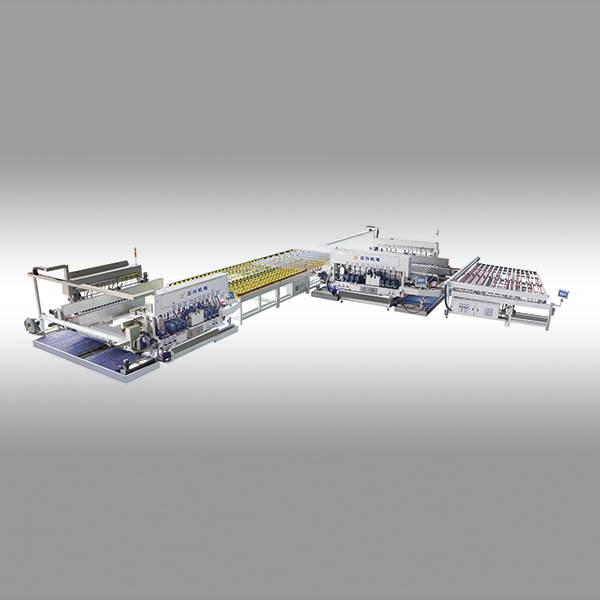
ਡਬਲ ਐਜਿੰਗ ਲਾਈਨ ਹਾਈ ਸਪੀਡ ਸੁਪਰ ਗਲਾਸ ਫਿਨਿਸ਼ ਟੀ ਟ੍ਰਾਂਸਫਰ ਟੇਬਲ
FH4225 SM2242GT + ZT4225 + SM2225GTS

ਕੰਟਰੋਲ ਕੰਪਿ computerਟਰ

ਸਹੀ ਸਰਵੋ ਮਾਪਣ ਪ੍ਰਣਾਲੀ

ਚੌੜਾਈ ਵਿਵਸਥਾ ਸਿਸਟਮ

ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਇਲੈਕਟ੍ਰਾਨਿਕ ਹਿੱਸੇ

ਵਾਯੂਮੈਟਿਕ ਪੋਲਿਸ਼ਿੰਗ ਸਿਸਟਮ

ਐਰਿਸ ਮੋਟਰ

ਉੱਚ ਕੁਸ਼ਲਤਾ ਦਾ ਤਬਾਦਲਾ ਟੇਬਲ

ਉੱਚ ਕੁਸ਼ਲਤਾ ਦਾ ਤਬਾਦਲਾ ਟੇਬਲ
ਮਸ਼ੀਨ ਜਾਣ ਪਛਾਣ
ਗਲਾਸ ਮਾਪਣ ਦੀ ਟੇਬਲ
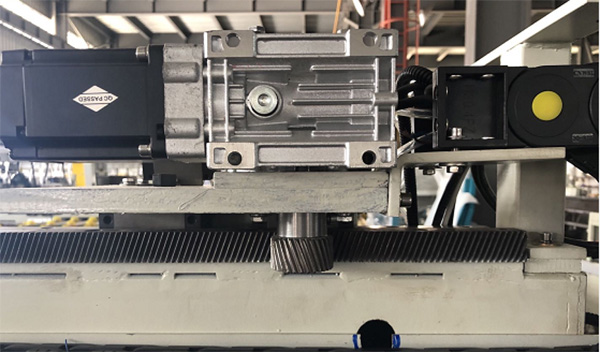
ਡਰਾਈਵ ਸਿਸਟਮ
ਉਪਕਰਣ ਦੀ ਵਰਤੋਂ ਪ੍ਰਕਿਰਿਆ ਲਈ ਕੱਚ ਨੂੰ ਤਬਦੀਲ ਕਰਨ ਅਤੇ ਸਥਾਪਤ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਸ਼ੀਸ਼ੇ ਦੀ ਲੰਬਾਈ, ਚੌੜਾਈ ਅਤੇ ਮੋਟਾਈ ਦਾ ਸਹੀ ਮਾਪ ਕੱ makeਣਾ, ਅਤੇ ਹੋਰ ਗਿਲਾਸ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਡੇਟਾ ਨੂੰ ਡਬਲ-एज-ਗ੍ਰਾਈੰਡਰ ਅਤੇ ਹੋਰ ਪ੍ਰੋਸੈਸਿੰਗ ਉਪਕਰਣਾਂ ਵਿੱਚ ਸੰਚਾਰਿਤ ਕਰਨਾ.
ਸ਼ੀਸ਼ੇ ਨੂੰ ਮਾਪਣ ਵਾਲੀ ਟੇਬਲ ਦੀ ਉਸਾਰੀ ਵਿੱਚ ਹੇਠਾਂ ਦਿੱਤੇ 4 ਹਿੱਸੇ ਸ਼ਾਮਲ ਹਨ:
1. ਸਥਿਤੀ ਟੇਬਲ
ਸ਼ੀਸ਼ੇ ਦਾ ਪ੍ਰਸਾਰਣ ਅੱਗੇ ਜਾਂ ਸਾਈਡ ਵੱਲ ਵਧਣਾ ਬਾਰੰਬਾਰਤਾ ਕਨਵਰਟਰ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਵੇਰੀਏਬਲ ਬਾਰੰਬਾਰਤਾ ਮੋਟਰ. ਸੰਚਾਰ ਦੀ ਗਤੀ ਨੂੰ ਵਿਵਸਥਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਦੁਆਰਾ ਸਹੀ ਸਥਿਤੀ ਉੱਚ-ਗੁਣਵੱਤਾ ਸੈਂਸਰ. ਲੰਬਾਈ, ਚੌੜਾਈ ਅਤੇ ਕੱਚ ਦੀ ਮੋਟਾਈ ਨੂੰ ਸਹੀ ਸਥਿਤੀ ਤੋਂ ਬਾਅਦ ਮਾਪਿਆ ਜਾ ਸਕਦਾ ਹੈ.
2. ਮਾਪਣ ਵਾਲਾ ਉਪਕਰਣ
ਸ਼ੀਸ਼ੇ ਦੀ ਲੰਬਾਈ ਅਤੇ ਚੌੜਾਈ ਦਾ ਮਾਪ ਅਤਿ ਸੰਜੀਦਾ ਗੇਅਰ ਡਰਾਈਵ ਸੈਂਸਰ ਦੁਆਰਾ ਮਾਪਿਆ ਜਾਂਦਾ ਹੈ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਚਲਾਇਆ. ਸ਼ੀਸ਼ੇ ਦੀ ਮੋਟਾਈ ਦਾ ਮਾਪ ਸ਼ੀਸ਼ੇ ਦੀ ਸਤਹ ਤੇ ਦਬਾਉਣ ਵਾਲੇ ਸਿਲੰਡਰ ਨਾਲ ਚੱਲਣ ਵਾਲੇ ਨਾਈਲੋਨ ਬਲਾਕ ਅਤੇ ਗੀਅਰ ਦੁਆਰਾ ਚਲਾਏ ਗਏ ਏਨਕੋਡਰ ਦੁਆਰਾ ਮਾਪਿਆ ਜਾਂਦਾ ਹੈ. ਸਿਲੰਡਰ ਦਾ ਦਬਾਅ ਵੱਖਰੇ ਤੌਰ ਤੇ ਵਿਵਸਥਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
3. ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਟਰੋਲ ਸਿਸਟਮ
ਈਸੀਐਸ ਵਿੱਚ ਪ੍ਰੋਗਰਾਮੇਬਲ ਕੰਟਰੋਲਰ (ਪੀਐਲਸੀ), ਟੱਚ ਸਕਰੀਨ (ਐਚਐਮਆਈ), ਸਰਵੋ ਡਰਾਈਵਰ, ਸਰਵੋ ਮੋਟਰ, ਬਾਰੰਬਾਰਤਾ ਕਨਵਰਟਰ, ਬਾਰੰਬਾਰਤਾ ਤਬਦੀਲੀ ਮੋਟਰ, ਸੈਂਸਰ, ਆਦਿ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ. ਐਚਐਮਆਈ ਮਨੁੱਖੀ-ਕੰਪਿ inteਟਰ ਦੇ ਆਪਸੀ ਕਾਰਜ ਨੂੰ ਪੂਰਾ ਕਰਦਾ ਹੈ.
4. ਸਾੱਫਟਵੇਅਰ ਦਾ ਟੁਕੜਾ
ਸਾੱਫਟਵੇਅਰ ਸਿਸਟਮ ਸ਼ੀਸ਼ੇ ਨੂੰ ਮਾਪਣ ਵਾਲੇ ਟੇਬਲ ਦੇ ਅੰਕੜਿਆਂ ਨੂੰ ਆਰਡਰ ਦੇ ਡੇਟਾ ਨਾਲ ਤੁਲਨਾ ਕਰਦਾ ਹੈ, ਅਤੇ ਆਪਣੇ ਆਪ ਹੀ ਨਜ਼ਦੀਕੀ ਸ਼ੀਸ਼ੇ ਦੇ ਡੇਟਾ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਹੈ. ਇਸ ਦੌਰਾਨ, ਗਲਾਸ ਦਾ ਡਾਟਾ ਮੋਡ ਜਾਂ ਬੈਚ ਦੇ ਉਤਪਾਦਨ ਲਈ ਡਬਲ ਐਜਾਈਨ ਗ੍ਰਿੰਡਰ ਅਤੇ ਹੋਰ ਪ੍ਰੋਸੈਸਿੰਗ ਉਪਕਰਣਾਂ ਵਿੱਚ ਸੰਚਾਰਿਤ ਹੁੰਦਾ ਹੈ.
ਓਪਰੇਟਿੰਗ ਪ੍ਰਿੰਪਲ:
ਗਲਾਸ ਨੂੰ ਮਾਪਣ ਵਾਲੀ ਮੇਜ਼ ਤੇ ਹੱਥੀਂ ਜਾਂ ਆਪਣੇ ਆਪ ਗਲਾਸ ਦੀ ਇਕੋ ਸ਼ੀਟ ਪਾਓ. ਗਲਾਸ ਮਾਪਣ ਵਾਲਾ ਟੇਬਲ, ਸਥਿਤੀ ਦੀ ਸਥਿਤੀ ਅਤੇ ਸਹੀ ਤੌਰ ਤੇ ਸ਼ੀਸ਼ੇ ਦੀ ਲੰਬਾਈ, ਚੌੜਾਈ ਅਤੇ ਮੋਟਾਈ ਦੇ ਮਾਪ. ਮਾਪੇ ਹੋਏ ਸ਼ੀਸ਼ੇ ਦੇ ਅੰਕੜੇ ਪ੍ਰਬੰਧਨ ਪ੍ਰਣਾਲੀ ਵਿਚ ਆਰਡਰ ਦੇ ਅੰਕੜਿਆਂ ਨਾਲ ਮੇਲ ਕਰਨ ਦੀ ਤੁਲਨਾ ਵਿਚ ਪ੍ਰਸਾਰਿਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਅਤੇ ਡਬਲ ਐਜਿੰਗ ਗ੍ਰਾਈਡਰ ਅਤੇ ਹੋਰ ਸ਼ੀਸ਼ੇ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਹੋਰ ਪ੍ਰੋਸੈਸਿੰਗ ਉਪਕਰਣਾਂ ਵਿਚ ਸੰਚਾਰਿਤ ਹੁੰਦੇ ਹਨ. ਸ਼ੀਸ਼ੇ ਦੀ ਅਗਲੀ ਸਿੰਗਲ ਸ਼ੀਟ ਗਿਲਾਸ ਮਾਪਣ ਵਾਲੀ ਟੇਬਲ ਤੇ ਪਾ ਦਿੱਤੀ ਗਈ ਹੈ ਅਤੇ ਅਗਲਾ ਕਾਰਜ ਚੱਕਰ ਸ਼ੁਰੂ ਕਰੋ.
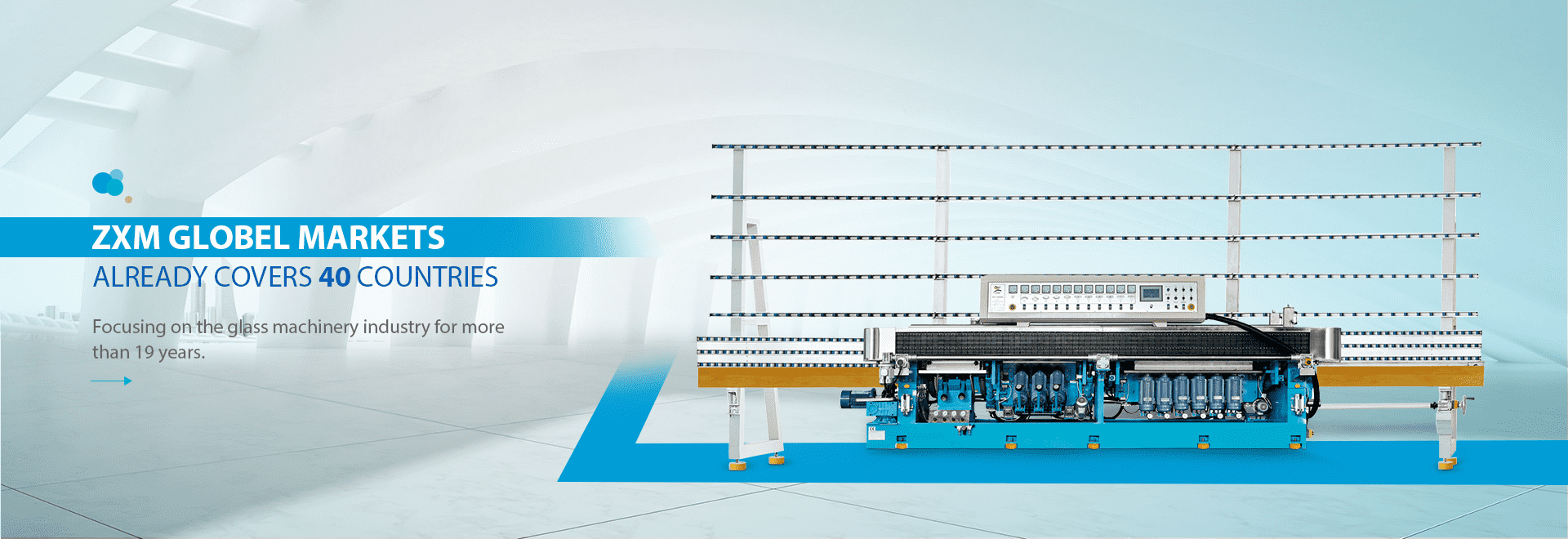
2. ਗਲਾਸ ਸਿੱਧੀ ਲਾਈਨ ਡਬਲ ਐਜ ਪਾਲਿਸ਼ਿੰਗ ਮਸ਼ੀਨ.
ਮਾਡਲ ਨੰਬਰ: SM2242GT SM2225GTS
ਇਹ ਮਸ਼ੀਨ ਗਲਾਸ ਦੇ ਦੋ ਉਲਟ ਕਿਨਾਰਿਆਂ ਨੂੰ ਇਕੋ ਸਮੇਂ ਪਾਲਿਸ਼ ਕਰਨ ਲਈ ਤਿਆਰ ਕੀਤੀ ਗਈ ਹੈ.
a) ਨਿਯੰਤਰਣ
ਇਹ ਮਸ਼ੀਨ ਜਾਪਾਨੀ ਮਿਤਸੁਬੀਸ਼ੀ ਪੀ ਐਲ ਸੀ ਨਿਯੰਤਰਣ ਅਤੇ 10 ”ਆਪਰੇਟਰ ਇੰਟਰਫੇਸ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ. ਸਕ੍ਰੀਨ ਸ਼ੀਸ਼ੇ ਦੇ ਹਰ ਵੇਰਵੇ ਵਾਲੇ ਮਾਪਦੰਡ ਦਿਖਾਉਂਦੀ ਹੈ. ਹਰ ਮਸ਼ੀਨ ਆਪਣੇ ਕੰਪਿ computerਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਣ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਜਾਂ ਮੁੱਖ ਕੰਪਿ byਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ.
ਉਪਭੋਗਤਾ ਦੇ ਅਧਿਕਾਰ ਨੂੰ ਓਪਰੇਟਰ / ਰਿਪੇਅਰ / ਪ੍ਰਬੰਧਕ ਦੇ ਰੂਪ ਵਿੱਚ ਦਰਜਾ ਦਿੱਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਗਲਤੀ ਹੋਣ ਤੋਂ ਰੋਕਦਾ ਹੈ, ਮਸ਼ੀਨ ਨੂੰ ਗਲਤ ਕੰਮ ਤੋਂ ਬਚਾਉਂਦਾ ਹੈ.
b) ਉੱਚ ਸ਼ੁੱਧਤਾ ਪ੍ਰਸਾਰਣ.
ਦੋ ਕਨਵੇਅਰ ਟਾਈਮਿੰਗ ਬੈਲਟਸ ਨੂੰ ਦੋ ਸਰਵੋ ਮੋਟਰਾਂ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ, ਉੱਚ ਸ਼ੁੱਧਤਾ, ਉੱਚ ਗਤੀ, ਉੱਚ ਸਮਕਾਲੀਨਤਾ ਦੀ ਵਿਸ਼ੇਸ਼ਤਾ ਦੇ ਨਾਲ.
c) ਮੋਬਾਈਲ ਪੀਸਣ ਵਾਲੀ ਭਾਗ ਦੀ ਲਹਿਰ.
ਮੋਬਾਈਲ ਪੀਸਣ ਵਾਲਾ ਹਿੱਸਾ ਰੇਖਾਵੀਂ ਜੁੜਵੀਂ ਗੇਂਦ ਨੂੰ ਚੁੱਕਣ ਵਾਲੀ ਗਾਈਡ ਦੇ ਨਾਲ ਚਲਦਾ ਹੈ. ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਨੂੰ ਗੇਂਦ ਦੇ ਪੇਚਾਂ ਦੁਆਰਾ ਲਾਗੂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜੋ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ, ਪੀਹਣ ਵਾਲੇ ਭਾਗ ਦੀ ਵੱਧ ਤੋਂ ਵੱਧ ਰਫਤਾਰ 15 ਮੀਟਰ ਪ੍ਰਤੀ ਮਿੰਟ ਤੱਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ. ਇਸ ਪ੍ਰਣਾਲੀ ਵਿਚ ਇਕ ਬ੍ਰੇਕ ਅਤੇ ਗਰਿੱਪਿੰਗ ਪ੍ਰਣਾਲੀ ਵੀ ਸ਼ਾਮਲ ਹੈ, ਜੋ ਕਿ ਪੀਸਣ ਵਾਲੇ ਭਾਗ ਦੀ ਸਥਿਰ ਮੂਵਿੰਗ, ਘੱਟ ਪ੍ਰਭਾਵ ਵਾਲੀ ਸ਼ਕਤੀ ਦੀ ਗਰੰਟੀ ਦੇ ਸਕਦੀ ਹੈ. ਇਹ structureਾਂਚਾ ਵੱਡੇ ਆਕਾਰ ਦੇ ਸ਼ੀਸ਼ੇ ਲਈ ਪਕੜਨ ਦੀ ਤਾਕਤ ਦੀ ਸਥਿਰਤਾ ਦੀ ਗਰੰਟੀ ਦੇ ਸਕਦਾ ਹੈ, ਇੱਥੋਂ ਤਕ ਕਿ ਮਸ਼ੀਨ ਲੰਬੇ ਸਮੇਂ ਲਈ ਚੱਲ ਰਹੀ ਹੈ.
ਡੀ) ਹਰ ਦੋਹਰੇ ਕਿਨਾਰੇ ਵਿਚ ਇਕ ਆਟੋਮੈਟਿਕ ਮਿਡਲ ਸਪੋਰਟ ਰੇਲ ਹੁੰਦੀ ਹੈ, ਜੋ ਚਲਦੀ ਹੋਈ ਗਰਿਨੀਡੰਗ ਸੈਕਸ਼ਨ ਦੇ ਨਾਲ-ਨਾਲ ਚਲਦੀ ਹੈ, ਜੋ ਗਲਾਸ ਨੂੰ ਝੁਕਣ ਤੋਂ ਰੋਕਣ ਲਈ ਮੱਧ ਸਥਿਤੀ ਤੋਂ ਸ਼ੀਸ਼ੇ ਦਾ ਸਮਰਥਨ ਕਰਦੀ ਹੈ. ਬਹੁਤ ਵੱਡੇ ਆਕਾਰ ਦੇ ਡਬਲ ਐਜਰ ਲਈ, ਅਸੀਂ ਇਕ ਹੋਰ ਪੋਰਟੇਬਲ ਸਪੋਰਟ ਰੇਲ ਸਪਲਾਈ ਕਰਦੇ ਹਾਂ, ਜਿਸ ਨੂੰ ਹੱਥੀਂ ਲੋੜ ਅਨੁਸਾਰ ਰੱਖਿਆ ਜਾ ਸਕਦਾ ਹੈ.
e) ਅਪਰ ਟਰੈਕ ਅਪ ਅਤੇ ਡਾਉਨ ਸਿਸਟਮ ਸਲਾਈਡਿੰਗ ਪਲੇਟ structureਾਂਚੇ ਦੀ ਵਰਤੋਂ ਬਿਨਾਂ ਕਿਸੇ ਰੁਕਾਵਟ ਦੀ ਸਮੱਸਿਆ ਦੇ ਕਰਦੇ ਹਨ ਜੋ ਰਵਾਇਤੀ ਸਲਾਈਡਿੰਗ ਸਲੀਵ ਸਿਸਟਮ ਹੈ
f) ਪੋਜੀਸ਼ਨਿੰਗ ਸਿਸਟਮ.
ਗਲਾਸ ਲੋਡਿੰਗ ਪੋਜੀਸ਼ਨ ਸਿਸਟਮ ਵਿਚ ਚਾਰ ਹਿੱਸੇ ਸ਼ਾਮਲ ਹਨ: ਫਿਕਸਡ ਰੋਲਰ, ਮੂਵਿੰਗ ਏਅਰ ਗ੍ਰੀਪਿੰਗ ਸਿਸਟਮ, ਐਲਾਈਨਿੰਗ ਬਲਾਕਸ (ਇਕ ਖੱਬੇ ਅਤੇ ਇਕ ਸੱਜੇ), ਚੋਟੀ ਦੇ ਏਅਰ ਪ੍ਰੈਸਿੰਗ ਰੋਲਰ (ਇਕ ਖੱਬੇ ਅਤੇ ਇਕ ਸੱਜੇ). ਗਲਾਸ ਨੂੰ ਸਥਿਤੀ ਸਥਿਤੀ ਦੁਆਰਾ ਸਹੀ ਤਰ੍ਹਾਂ ਅਲਾਈਨ ਕੀਤਾ ਗਿਆ ਹੈ ਅਤੇ ਜ਼ੋਰ ਨਾਲ ਦਬਾ ਦਿੱਤਾ ਗਿਆ ਹੈ. ਇਹ ਪ੍ਰਣਾਲੀ ਪੀਸਣ ਦੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਪਾਲਿਸ਼ਿੰਗ ਪ੍ਰਭਾਵ ਦੀ ਗਰੰਟੀ ਦਿੰਦੀ ਹੈ.
g) ਸੌਖੀ ਵਿਵਸਥਾ
ਵੱਡੇ ਟਰੈਕਿੰਗ ਸਿਸਟਮ ਅਤੇ ਉੱਪਰਲੀਆਂ ਐਰਿਸ ਮੋਟਰਾਂ ਦਾ ਵਾਧਾ ਜਾਂ ਬੂੰਦ ਮੋਟਰਾਂ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ. ਇਹ ਵੱਖ ਵੱਖ ਗਲਾਸ ਮੋਟਾਈ ਦੇ ਅਨੁਸਾਰ ਆਪਣੇ ਆਪ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.
h) ਏਅਰ ਪੋਲਿਸ਼ਿੰਗ ਸਿਸਟਮ.
ਪੋਲਿਸ਼ਿੰਗ ਵੀਲ ਹਵਾ ਦੁਆਰਾ ਸੰਚਾਲਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜੋ ਕਿ ਪੀਐਲਸੀ ਅਤੇ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਵਾਲਵ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਹੁੰਦਾ ਹੈ, ਜੋ ਕੱਚ ਦੀ ਸਥਿਤੀ ਦੇ ਅਨੁਸਾਰ ਅੱਗੇ / ਪਿੱਛੇ ਜਾ ਸਕਦਾ ਹੈ. ਇਹ ਪ੍ਰਣਾਲੀ ਪਹੀਏ ਦੇ ਪਹਿਨਣ ਨੂੰ ਆਪਣੇ ਆਪ ਮੁਆਵਜ਼ਾ ਦੇ ਸਕਦੀ ਹੈ, ਸ਼ੀਸ਼ੇ ਨੂੰ ਨਿਰੰਤਰ ਦਬਾਅ ਦਿੰਦੀ ਹੈ ਅਤੇ ਉਸੇ ਤਰ੍ਹਾਂ ਪਾਲਿਸ਼ ਕਰਨ ਦੇ ਨਤੀਜੇ ਪ੍ਰਾਪਤ ਕਰਦੀ ਹੈ.
ਪਾਲਿਸ਼ ਕਰਨ ਵਾਲੀ ਮੋਟਰ ਮੂਵਿੰਗ ਪ੍ਰਣਾਲੀ ਉੱਚ ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਡਯੂਰਲ ਲੀਨੀਅਰ ਸਲਾਈਡ ਰੇਲ ਪ੍ਰਣਾਲੀ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ.
i) ਬੇਸਮੈਂਟ ਅਤੇ ਫਰੇਮ:
ਮੋਟੇ ਮਨਘੜਤ ਸਟੀਲ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ, ਜਿਸ ਦਾ ਇਲਾਜ ਸਾਡੀ ਫੈਕਟਰੀ ਵਿਚ ਭੱਠੀ ਨੂੰ ਐਨਲਿੰਗ ਦੁਆਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਚੰਗੀ ਸਥਿਰਤਾ ਅਤੇ ਐਂਟੀ-ਟੋਰਸੋਨਲ ਤਾਕਤ, ਐਂਟੀ-ਬੈਂਡਿੰਗ ਤਾਕਤ.
ਜੇ) ਮੋਟਰ
ਉੱਚ ਸ਼ੁੱਧਤਾ, ਘੱਟ ਵਾਈਬ੍ਰੇਸ਼ਨ ਏਬੀਬੀ ਵੇਰੀਏਬਲ ਬਾਰੰਬਾਰਤਾ ਮੋਟਰ ਦੀ ਵਰਤੋਂ ਕਰੋ. ਮੋਟਰਾਂ ਦੀ ਗਤੀ ਨੂੰ ਬਾਰੰਬਾਰਤਾ ਇਨਵਰਟਰ ਦੁਆਰਾ 4300RPM ਤੱਕ ਵਧਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਮਸ਼ੀਨ ਦੇ ਕੰਮ ਕਰਨ ਦੀ ਗਤੀ ਨੂੰ 20 ਮੀਟਰ / ਮਿੰਟ ਤੱਕ ਵਧਾਇਆ ਜਾ ਸਕਦਾ ਹੈ.
ਮੋਟਰ ਕੰਟਰੋਲ ਪ੍ਰਣਾਲੀ ਵਿਚ ਓਵਰਲੋਡ / ਘਾਟ ਪੜਾਅ / ਸ਼ਾਰਟ ਸਰਕਟ ਦਾ ਸੁਰੱਖਿਆ ਕਾਰਜ ਹੁੰਦਾ ਹੈ, ਇਲੈਕਟ੍ਰਾਨਿਕ ਪਾਰਟਸ ਇੰਟਰਨੈਸ਼ਨਲ ਬ੍ਰਾਂਡ, ਸਟੈਂਡਰਡ ਕਿਸਮਾਂ ਦੀ ਵਰਤੋਂ ਬਾਜ਼ਾਰ ਵਿਚ ਆਸਾਨੀ ਨਾਲ ਮਿਲ ਸਕਦੇ ਹਨ, ਜੋ ਕਿ ਗਾਹਕ ਦੀ ਦੇਖਭਾਲ ਦੀ ਲਾਗਤ ਨੂੰ ਘਟਾਉਂਦੇ ਹਨ, ਉਤਪਾਦਨ ਦੀ ਕੁਸ਼ਲਤਾ ਨੂੰ ਵਧਾਉਂਦੇ ਹਨ.
k) ਚੋਟੀ ਦੇ / ਹੇਠਾਂ ਸੰਚਾਰ ਕਰਨ ਵਾਲਾ ਟਾਈਮਿੰਗ ਬੈਲਟ ਅਪਣਾਓ.
l) ਲੁਬਰੀਕੇਸ਼ਨ:
ਜੁੜਵਾਂ ਬਾਲ ਬੇਅਰਿੰਗ ਲੀਨੀਅਰ ਪੇਚ ਅਤੇ ਗਾਈਡ ਰੇਲਸ ਨੂੰ ਸਵੈਚਲਿਤ ਤੇਲ ਪੰਪ ਦੁਆਰਾ ਲੁਬਰੀਕੇਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
ਮਸ਼ੀਨ ਨੇ ਹੱਥੀਂ ਲੁਬਰੀਕੇਸ਼ਨ ਪੰਪ ਵੀ ਲਗਾਇਆ, ਜੋ ਸਲਾਈਡਿੰਗ ਸਤਹ ਨੂੰ ਲੁਬਰੀਕੇਟ ਕਰਦੇ ਹਨ.
m) ਕੰਮ ਕਰਨ ਦੀ ਗਤੀ ਵਿਵਸਥਾ: ਬਾਰੰਬਾਰਤਾ ਇਨਵਰਟਰ ਦੁਆਰਾ.
n) ਪਾਣੀ ਦੀ ਟੈਂਕੀ, ਵਾਟਰ ਟਰੇ, ਟਾਪ / ਥੱਲੇ ਟਾਈਮਿੰਗ ਬੈਲਟ ਕਵਰ, ਲੀਨੀਅਰ ਗਾਈਡ ਰੇਲ / ਗੇਂਦ ਪੇਚ ਦੇ ਕਵਰ ਸਟੇਨਲੈਸ ਸਟੀਲ ਵਿਚ ਬਣੇ ਹਨ.
o) ਐਂਪਰੋਮੀਟਰ ਮੀਟਰ:
ਪਹੀਏ ਦੀ ਸਹਾਇਤਾ ਦੀ ਜਾਂਚ ਕਰੋ.
ਵਧੇਰੇ ਵੇਰਵਿਆਂ ਦੀਆਂ ਫੋਟੋਆਂ.
ਕੋਠੀ ਕੱਟਣ ਵਾਲੀ ਮੋਟਰ
ਤਬਦੀਲੀ-ਲਚਕਦਾਰ ਵਾਟਰਪ੍ਰੂਫ ਕਨੈਕਸ਼ਨ ਮੋਡੀ .ਲ ਡਿਜ਼ਾਈਨ ਉੱਪਰ ਅਤੇ ਨੀਚੇ ਐਰਿਸ ਮੋਟਰ ਐਂਪਰਮੀਟਰ ਲਈ ਸਮਝਦਾਰ ਸੂਚਕ.
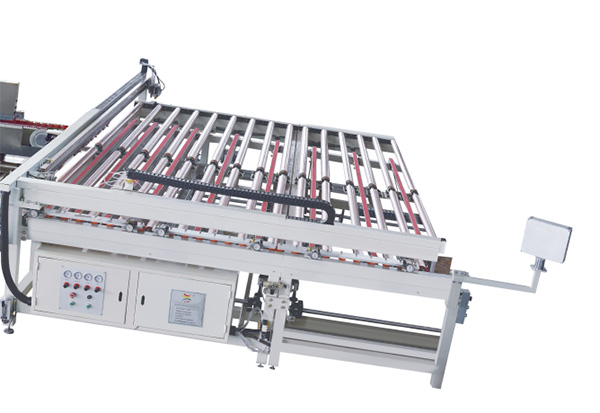
3. ਐਲ-ਸ਼ਕਲ ਟ੍ਰਾਂਸਫਰ ਟੇਬਲ. ਰੋਲਰ ਟੇਬਲ ਅਤੇ ਟਾਈਮਿੰਗ ਬੈਲਟ.
ਇਹ ਮਸ਼ੀਨ ਰੋਲਰ ਪ੍ਰਸਾਰਣ ਪ੍ਰਣਾਲੀ ਅਤੇ ਟਾਈਮਿੰਗ ਬੈਲਟ ਟ੍ਰਾਂਸਮਿਟੰਗ ਪ੍ਰਣਾਲੀ ਦੀ ਬਣੀ ਹੈ. ਰੋਲਰ ਟ੍ਰਾਂਸਮਿਟੰਗ ਪ੍ਰਣਾਲੀ ਨੂੰ ਚੇਨ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ, ਗਤੀ ਨੂੰ ਸਥਾਪਤ ਕਰਨ ਦੀ ਗਤੀ ਦੇ ਅਨੁਸਾਰ ਇਨਵਰਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
ਟਾਈਮਿੰਗ ਬੈਲਟ ਟ੍ਰਾਂਸਮਿਟੰਗ ਪ੍ਰਣਾਲੀ ਨੂੰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਜਦੋਂ ਸ਼ੀਸ਼ੇ ਪਹਿਲੇ ਡਬਲ ਐਜਰ ਤੋਂ ਬਾਹਰ ਆਉਣਗੇ, ਟਾਈਮਿੰਗ ਬੈਲਟ ਪ੍ਰਣਾਲੀ ਨੂੰ ਉਭਾਰਿਆ ਜਾਵੇਗਾ. ਗਲਾਸ ਨੂੰ ਸੱਜੇ ਪੋਜੀਸ਼ਨ ਤੇ ਭੇਜਿਆ ਜਾਵੇਗਾ ਅਤੇ ਫਿਰ ਰੋਲਰ ਟ੍ਰਾਂਸਮਿਟੰਗ ਪ੍ਰਣਾਲੀ ਤੇ ਹੇਠਾਂ ਭੇਜਿਆ ਜਾਵੇਗਾ.
ਟਾਈਮਿੰਗ ਬੈਲਟ ਕਨਵੇਅਰ ਸਿਸਟਮ ਅਲਮੀਨੀਅਮ ਪ੍ਰੋਫਾਈਲ ਬਾਡੀ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ.
ਤਕਨੀਕੀ ਮਾਪਦੰਡ
ਉਤਪਾਦਨ ਦੀ ਗਤੀ
| ਆਈਟਮ | ਕੱਚ ਦੀ ਮੋਟਾਈ | ਅਧਿਕਤਮ ਕੰਮ ਕਰਨ ਦੀ ਗਤੀ | ਗਲਾਸ ਮੁਕੰਮਲ |
|
1 |
4 - 6 ਮਿਲੀਮੀਟਰ | 22 ਮੀਟਰ / ਮਿੰਟ | ਮੋਟਾ ਪੀਸਣਾ |
|
2 |
8 -10 ਮਿਲੀਮੀਟਰ | 18 ਮਿੰਟ / ਮਿੰਟ | ਮੋਟਾ ਪੀਸਣਾ |
|
3 |
12 - 15 ਮਿਲੀਮੀਟਰ | 15 ਮਿੰਟ / ਮਿੰਟ | ਮੋਟਾ ਪੀਸਣਾ |
|
4 |
4 - 6 ਮਿਲੀਮੀਟਰ | 16 ਮਿੰਟ / ਮਿੰਟ | ਵਧੀਆ ਪਾਲਿਸ਼ ਕਰਨਾ |
|
5 |
8 -10 ਮਿਲੀਮੀਟਰ | 14 ਮਿੰਟ / ਮਿੰਟ | ਵਧੀਆ ਪਾਲਿਸ਼ ਕਰਨਾ |
|
6 |
12 - 15 ਮਿਲੀਮੀਟਰ | 12 ਮਿੰਟ / ਮਿੰਟ | ਵਧੀਆ ਪਾਲਿਸ਼ ਕਰਨਾ |
ਕਾਰਜਸ਼ੀਲ ਸ਼ੁੱਧਤਾ:
| ਆਈਟਮ | ਵੇਰਵਾ | ਸ਼ੁੱਧਤਾ ਸੀਮਾ |
|
1 |
ਡਿਗੋਨਲ ਲਾਈਨ ਸ਼ੁੱਧਤਾ | ≤0.5mm / ਐਮ |
|
2 |
ਪੈਰਲਲ ਸ਼ੁੱਧਤਾ | ≤0.2mm / ਐਮ |
|
3 |
ਅਰੀਜ ਆਕਾਰ ਦੀ ਸ਼ੁੱਧਤਾ | ≤0.2mm / ਐਮ |
|
ਆਈਟਮ |
ਪੈਰਾਮੀਟਰ | ਸੀਮਾ |
|
1 |
ਅਧਿਕਤਮ ਕੱਚ ਦਾ ਆਕਾਰ | 4200x2500 ਮਿਲੀਮੀਟਰ |
|
2 |
ਮਿਨ. ਕੱਚ ਦਾ ਆਕਾਰ | X 350 mm 350 350 mm ਮਿਲੀਮੀਟਰ middle ਮਿਡਲ ਬਰੈਕਟ ਤੋਂ ਬਿਨਾਂ ਡਬਲ ਐਡਰ ger400 x 400 ਮਿਲੀਮੀਟਰ (ਪੂਰੀ ਲਾਈਨ) |
|
3 |
ਕੱਚ ਦੀ ਮੋਟਾਈ | 3 - 28 ਮਿਲੀਮੀਟਰ |
|
4 |
ਐਰਿਸ ਚੌੜਾਈ: | 1 - 3 ਮਿਲੀਮੀਟਰ |
|
5 |
ਪੀਹ ਡੂੰਘਾਈ | 3 ਮਿਲੀਮੀਟਰ (ਇਕ ਪਾਸੇ) |
|
7 |
ਚੌੜਾਈ ਵਿਵਸਥਾ ਦੀ ਗਤੀ | 1 - 15 ਮਿੰਟ / ਮਿੰਟ |
|
8 |
ਕੰਮ ਕਰਨਾ ਹਵਾ ਦਾ ਦਬਾਅ | 0.7 ਐਮਪੀਏ |
| ਕੰਮ ਕਰਨ ਦੀ ਉਚਾਈ: | 920 - 960 ਮਿਲੀਮੀਟਰ | |
|
9 |
ਪੂਰੀ ਸ਼ਕਤੀ | ਲਗਭਗ 135 KW / 380V 50Hz 3P |